Chemical Recovery in Pulp And Paper Industry
With increasingly high energy and chemical costs and stringent environmental regulations nowdays, the need for improved recovery of chemicals from the pulp and paper making process has been a critical economic factor in the industry. It is essential that paper mills maximise steam and power production capacity, reduce recirculating chemical dead loads, and minimise chemical losses.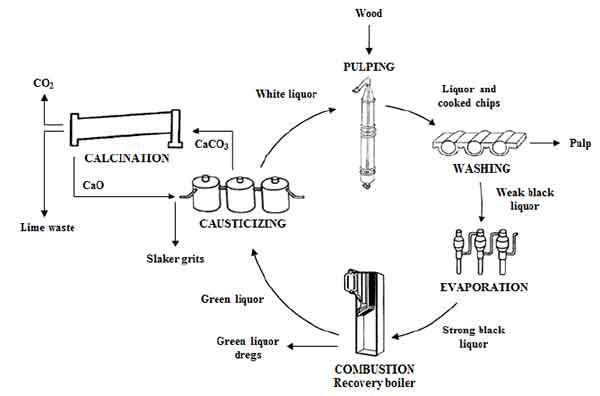

The Kraft pulping process has three main functions:
- minimizing the environmental impact of waste material (black liquor) from the pulping process.
- recycling pulping chemicals, NaOH and Na2S;
- co-generating steam and power.
Advantages for Chemical Recovery Process:
- It can be used with virtually all wood species.
- It can easily handle the extractives in most coniferous wood
- The pulp has very good strength.
- The recovery process for the chemicals is well established.
- More effective at removing impurities like resins.
Gasification
Developments in the chemical recovery process, has introduced black liquor gasification which proves to be a potential replacement for recovery boilers. Black liquor gasifiers with this capability are still in the development stage and full-scale implementation is still a futuristic approach.
Borate Autocausticizing
The process involves adding sodium borate into the liquor system so that it forms tri-sodium borate (Na3BO3) in the recovery boiler smelt. This technology has the potential for completely eliminating the causticizing plant and the lime kiln, making the kraft process much simpler.The chemical recovery process dictates the quality and quantity of the white liquor, which in turn, limits pulp production and the profitability of the kraft pulp mill. There are numerous ways in which the economics, energy efficiency, and environmental protection associated with the recovery process can be improved.
With today’s increasingly high energy and chemical costs, and stringent environment regulations that limit particulate and gaseous emissions, solid waste disposal and mill effluent discharge, the need for improved recovery of energy and chemicals from the black liquor has become a critical economic factor in kraft pulp mill operation. It is essential for mills to maximize the steam and power production capacity, reduce recirculating chemical dead loads, and minimize chemical losses. The reliability and efficiency of recovery boilers, evaporators, causticizing plants and lime kilns have a direct impact on the quantity and quality of white liquor, and ultimately the quantity and quality of pulp produced by kraft mills.
The greatest opportunity for increasing energy and chemical recovery efficiency and for improving overall operating performance at existing kraft pulp mills is through advanced energy integration and mill-wide control.
Get In touch Now!
Leave messages for quotations and solutions. The average response time is up to 24 hours. Your privacy is protected. Check privacy policy here.